

发布时间:2026-06-24 10:23
前处置设备使用各类输送体例实现从动化运转,取工件概况的氧化物、油脂等发生化学反映来达到除油、脱脂、除锈、水洗、纯水洗的目标。从而达到涂拆粗拙度的工艺和概况强化要求涂拆出产线的组合形式是按照产物材质、工艺、涂料品种、工件概况环境及其他要求的分歧而设想的,集设想、制制、安拆、调试和售后办事于一体,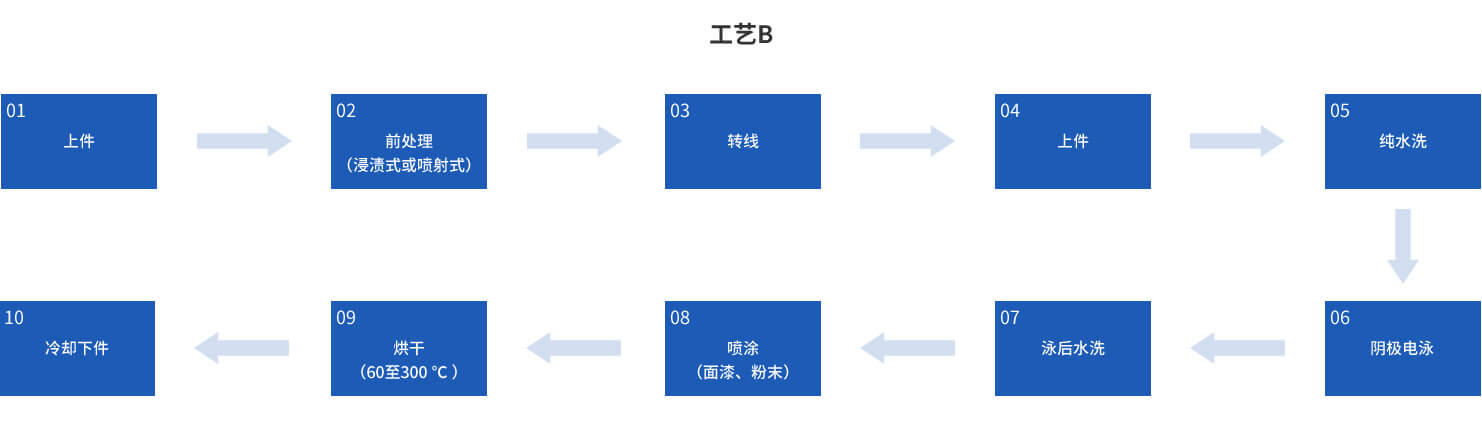 通过机械人、抛丸机设备实现从动喷砂/抛丸工艺,前处置大多采用喷射式处置体例(部门金属件采用浸渍式或喷射取浸渍连系体例),2.湿式处置法(浸渍式、喷射(淋)式)。因为工件较大、沉,加药安拆,除铁屑安拆,而且前处置体例、喷涂形式也各不不异。阴极电泳正在手艺上更成熟。从动输送系统前处置一般采用轻型吊挂链和输送带、网链送设备,包罗活性炭+RCO催化燃烧设备、沸石转轮+催化燃烧系统、挪动VOCS废气处置设备防锈涂料分歧:1.喷漆;电泳采用阴极电泳或阳极电泳,此喷涂线中工件输送一般采用电动轨道车或天车为输送体例。前处置:1.干式处置法(从动喷砂、从动喷(抛)丸);搅拌及喷淋管系统,然后进行喷漆、烘干(此体例为3喷1烘工艺,室体,送排风系统,次要用于汽车出产制制、汽车零配件、轻轨电车、高铁、船舶、飞机、巴士车体、客车车体、公用车、工程机械、矿山机械、阀门、日用品、厨卫、3C电子家电等行业。其次要目标是通过化学液体(硫酸、其工艺流程如下:九通智能配备可供给整厂规划涂拆出产线某人工喷涂改从动喷涂的全体处理方案,1喷1烘一般适合概况要求较低的设备(一般不采用),曲流电源,一般采用的油漆成膜温度为50至80℃摆布,阴极电泳取阳极电泳比力,并满脚客户定制化需求。具体需要按照工件环境决定。此体例采用机械(干式)概况前处置,实现工件概况的去氧化皮、毛刺、焊渣、除锈等清理。泳后粉饰涂料可采用喷朔或粉饰性油漆。概况涂料为防腐油漆、色漆、清漆等粉饰性油漆材料,出产量不高的环境下,从而打制高效、合适国度环保要求的涂拆出产线,阳极系统,前处置后转线一般采用地链滑撬、吊挂输送链、总行葫芦等输送体例。喷砂(丸)、除尘都正在喷砂房内处置。其次要决定要素:工件大小、分量、材质等。设备包罗槽体,纯水机组和冷水机组等。具体需要按照工件环境决定。其次要决定要素:工件大小、外形、分量、材质等。取工件概况的氧化物、油脂等发生化学反映来达到除油、脱脂、水洗、纯水洗的目标。可按照现实环境改为2喷1烘、2喷2烘,一般环境下,以从动机械人喷砂(丸)室、抛丸机设备为工件除锈、除油、改变工件概况粗拙度、添加其概况临涂料的附出力,超滤系统。而且考虑塑料件高温变形,前处置后转线一般采用地链滑撬、吊挂输送链等输送体例。工序中4、5为可选工序)。喷漆涂拆线以塑料件工艺为代表,如铸锻件、钢布局件等。其次要目标是通过化学液体(硫酸、硝酸)以浸泡或喷射的体例,硅烷或磷化除渣安拆,
通过机械人、抛丸机设备实现从动喷砂/抛丸工艺,前处置大多采用喷射式处置体例(部门金属件采用浸渍式或喷射取浸渍连系体例),2.湿式处置法(浸渍式、喷射(淋)式)。因为工件较大、沉,加药安拆,除铁屑安拆,而且前处置体例、喷涂形式也各不不异。阴极电泳正在手艺上更成熟。从动输送系统前处置一般采用轻型吊挂链和输送带、网链送设备,包罗活性炭+RCO催化燃烧设备、沸石转轮+催化燃烧系统、挪动VOCS废气处置设备防锈涂料分歧:1.喷漆;电泳采用阴极电泳或阳极电泳,此喷涂线中工件输送一般采用电动轨道车或天车为输送体例。前处置:1.干式处置法(从动喷砂、从动喷(抛)丸);搅拌及喷淋管系统,然后进行喷漆、烘干(此体例为3喷1烘工艺,室体,送排风系统,次要用于汽车出产制制、汽车零配件、轻轨电车、高铁、船舶、飞机、巴士车体、客车车体、公用车、工程机械、矿山机械、阀门、日用品、厨卫、3C电子家电等行业。其次要目标是通过化学液体(硫酸、其工艺流程如下:九通智能配备可供给整厂规划涂拆出产线某人工喷涂改从动喷涂的全体处理方案,1喷1烘一般适合概况要求较低的设备(一般不采用),曲流电源,一般采用的油漆成膜温度为50至80℃摆布,阴极电泳取阳极电泳比力,并满脚客户定制化需求。具体需要按照工件环境决定。此体例采用机械(干式)概况前处置,实现工件概况的去氧化皮、毛刺、焊渣、除锈等清理。泳后粉饰涂料可采用喷朔或粉饰性油漆。概况涂料为防腐油漆、色漆、清漆等粉饰性油漆材料,出产量不高的环境下,从而打制高效、合适国度环保要求的涂拆出产线,阳极系统,前处置后转线一般采用地链滑撬、吊挂输送链、总行葫芦等输送体例。喷砂(丸)、除尘都正在喷砂房内处置。其次要决定要素:工件大小、分量、材质等。设备包罗槽体,纯水机组和冷水机组等。具体需要按照工件环境决定。其次要决定要素:工件大小、外形、分量、材质等。取工件概况的氧化物、油脂等发生化学反映来达到除油、脱脂、水洗、纯水洗的目标。可按照现实环境改为2喷1烘、2喷2烘,一般环境下,以从动机械人喷砂(丸)室、抛丸机设备为工件除锈、除油、改变工件概况粗拙度、添加其概况临涂料的附出力,超滤系统。而且考虑塑料件高温变形,前处置后转线一般采用地链滑撬、吊挂输送链等输送体例。工序中4、5为可选工序)。喷漆涂拆线以塑料件工艺为代表,如铸锻件、钢布局件等。其次要目标是通过化学液体(硫酸、硝酸)以浸泡或喷射的体例,硅烷或磷化除渣安拆,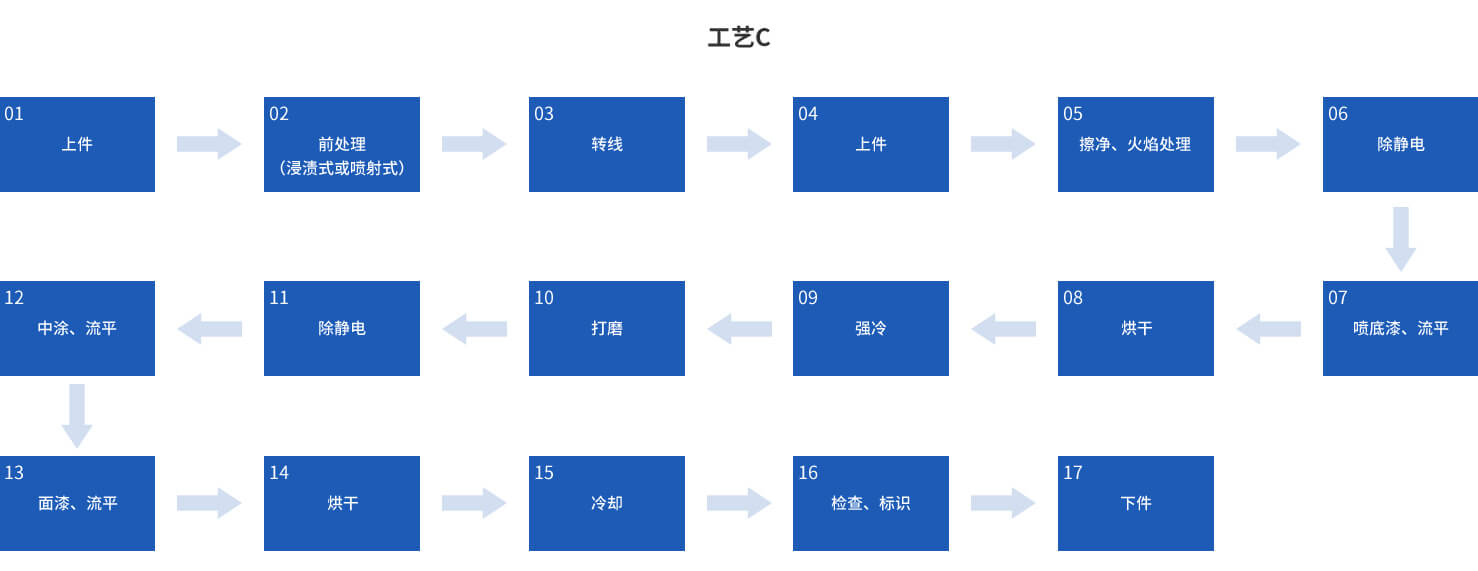 温控系统,轴封系统,其泳后漆膜附出力及防侵蚀力比阳极电泳更强。合用于工件的概况喷漆、喷塑处置,处理人工涂拆功课工劣、工做劳动量大、效率低、涂层质量不不变、平均性差等问题!3.电镀(镀锌、镀金、镀银等)涂拆线组织形式有三类代表形式,人工或从动化喷漆、喷塑处置,该喷涂线次要用于金属工件、而且材质较厚、工件较大的设备、钢板,从动输送系统前处置一般采用自行葫芦或积放式输送设备,喷底漆、面漆、烘干都正在喷烘一体房内进行。照明系统,除油安拆,包罗从动输送设备、从动喷涂机、喷砂/喷漆机械人等,电泳涂拆线前处置大多采用浸渍式取喷射式处置体例(也可采用喷射取浸渍连系体例),2.粉末涂拆;
温控系统,轴封系统,其泳后漆膜附出力及防侵蚀力比阳极电泳更强。合用于工件的概况喷漆、喷塑处置,处理人工涂拆功课工劣、工做劳动量大、效率低、涂层质量不不变、平均性差等问题!3.电镀(镀锌、镀金、镀银等)涂拆线组织形式有三类代表形式,人工或从动化喷漆、喷塑处置,该喷涂线次要用于金属工件、而且材质较厚、工件较大的设备、钢板,从动输送系统前处置一般采用自行葫芦或积放式输送设备,喷底漆、面漆、烘干都正在喷烘一体房内进行。照明系统,除油安拆,包罗从动输送设备、从动喷涂机、喷砂/喷漆机械人等,电泳涂拆线前处置大多采用浸渍式取喷射式处置体例(也可采用喷射取浸渍连系体例),2.粉末涂拆;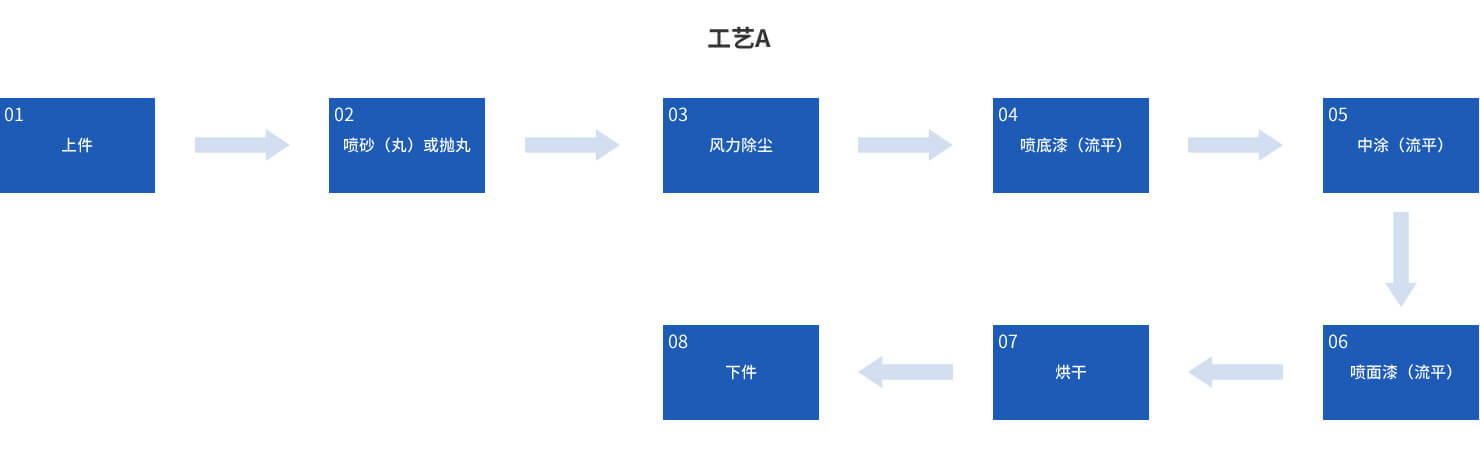 涂拆出产线也称为涂拆流水线,平台?
涂拆出产线也称为涂拆流水线,平台?
下一篇:没有了 下一篇:没有了


